Let’s start with a quick recap of the fundamentals of corrosion on all metallics. Corrosion is an electrochemical process that requires four components to be in place:
1. Anode
2. Cathode
3. Metallic Pathway
4. Electrolyte
Anodic and cathodic points live naturally on a piece of metal that is also the metallic pathway. Picture a thin, cheese pizza as the metallic pathway, with chunks of pepperoni and mushrooms scattered about as the anodes and cathodes. (Feel free to purchase a pizza for the remainder of your time reading this article; it will make it much more enjoyable.)
Other than cathodic protection, which interferes with the electric exchange of ions from the anode to the cathode (the cause of corrosion), all coating systems have the same goal: they focus on trying to keep the electrolyte away from the metallic surface.
Back to our pizza analogy: You’ve purchased the pizza for yourself, but you have teenagers living with you. You might wrap the pizza in aluminum foil or tape the box shut with duct tape to prevent ravenous hands from reaching it.
Virtually every drop of paint ever applied to any metallic substrate has simply been trying to keep the metal dry. The paint, in this analogy, is the foil or tape protecting your pizza.
But there is an entire universe of coatings that coatings and corrosion aficionados don’t run across very often, and that they need to know about: powder coatings.
Powder coatings have been widely used for decades in every conceivable market. Car parts, lawn furniture, architectural elements, and within our industry of corrosion mitigation, pipe exteriors. In fact, millions, or perhaps billions, of feet of underground pipes have been coated with fusion bonded epoxy (FBE).
For our purposes, we’re going to focus on FBE both for the external coating of pipes, and then a brief case study of an internal lining on a project I headed up several years ago.
The Basics
Let’s say we’re coating thousands of linear feet of 20-inch (50.8 cm) diameter steel pipe. The pipe comes into the facility, and it is processed at a steady rate through various stations. Those might include phosphate clearing with abrasive blasting, or various types of surface prep depending on the type of material and service environment.
Once the pipe has been cleaned, it will be heated, typically to around 400 °F (204.4 °C), at which point the powder is applied at various dry film thicknesses (DFTs). These are often between 10 and 20 mils (254.0 and 508.0 microns).
The benefits of FBE are many, including:
• Continuous application — no starting or stopping.
• No cure time. Once the pipe is cool, the material is cured.
• No waste. The powder is applied in a spray booth, with all the excess captured and reused.
• No volatile organic compounds (VOCs) or other environmental concerns.
• Excellent quality control, as the material is applied at a specific rate, mechanically, with little opportunity for applicator error.
Turning the Process Inside Out
In 2015, I had the honor and opportunity to visit a small oil company and FBE applicator working in the Permian Basin.
(See the first image.) The Permian Basin is a vast area of oil-producing shale stretching between New Mexico and Texas, which has produced roughly 30 billion barrels of crude oil since the 1920s with an estimated 20 billion barrels remaining.
While my client was a small oil company, the FBE applicator was a young, entrepreneurial maverick intent on providing the best services to existing oil companies as possible. One of the problems that these oil companies were facing was how to transport the oil and wastewater through pipes, without the pipes leaking.
There were components within the transport liquids that were inherently corrosive, and those would cause the pipes to leak, in some cases, in under a year. To make matters worse, many of the cricket pumps were in delicate, protected desert lands that were not visited often. This means that if a pipe leaked, it might not be noticed for days and may lead to substantial spillage and costly cleanup.
What was there to do?
It was well known that lining on the interior of these 10-inch (25.4 cm) diameter, carbon steel pipes would stop internal corrosion, but lining them was challenging. Therefore, the primary solution was FBE.
Powder coating is a fascinating technology that involves taking very, very fine particles of different types of resins and other materials and creating a “fluid bed” and, in our case, pumping the fluidized powder (now with the consistency of a liquid) down a very long pipe with a “spray head” at the head.
Broadly speaking, powder coatings come in two flavors: thermosetting and thermoplastic. In both cases, once the powder has been applied to the substrate, it is heated. In the case of thermosetting materials (most notably epoxies), the material cures just as a liquid-applied epoxy would. Thermoplastic materials (e.g., PVC) use the heat to melt the material; however, the material can be made molten again by heating. For example, the glue from a glue gun is a thermoplastic material.
In our case, due to the aggressive nature of the liquid in our pipe, we opted for 100-percent solids, novolac-modified FBE.
Let’s walk through the application process to get a better sense of the system and technology. You’ll find many similarities between powder and liquid-applied coatings application:
1. Surface preparation: Surface prep is the same for powder as it is for liquid-applied materials. In our case, the surface needed to have a 1.5- to 2-mil (38.1–50.8 microns) angular profile. This was accomplished by using a spinning blast head that is pulled at a specific rate through the pipe interior.
2. Application: This is where things get interesting.
a. In our case, a liquid primer was specified at between 0.7 and 1.2 mils (17.8–30.5 microns), nearly a mist, and it was applied at ambient temperatures with a spinning spray tip. Once applied, the pipe was placed into an oven to reach between 320 and 350 °F (160.0–176.7 °C), with the goal being application of the powder internally while the pipe was at 320 °F.
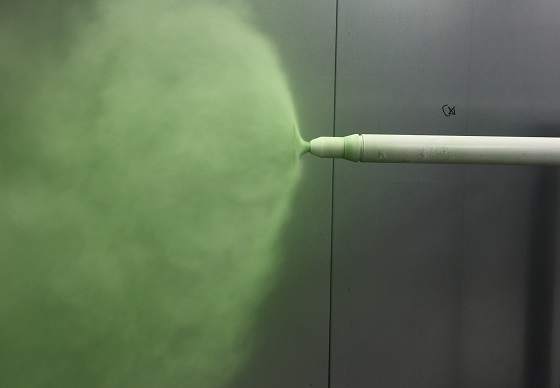
b. The powder, which is the consistency of flour, is poured into a hopper with air nozzles located at the base. If you picture a bucket of flour, it is solid and clumpy. It would be impossible to force your hand to the bottom of the bucket due to your fingers compressing the material below. In short, the powder won’t move or flow. So when spraying begins, the air nozzles in the bottom of the hopper activate to cause air to stream up through the powder material. This is called a fluidized bed. The air stream injected into the powder makes it act more like a liquid than powder. Putting your hand into a fluidized bed feels like nothing you’ve ever felt before; it feels liquid-like but thinner, and you can effortlessly push your hand through the material.
c. Once the powder has been fluidized, it is pumped through a nozzle that can either be in the form of a hand-held gun or, in this case, our client had purchased one of the longest wands in the United States. As I recall, it was 21 feet (6.4 m) long and custom manufactured by a Swiss company. The system pumps the powder through the pipe and out of the conical-shaped tip at a very specific rate. Once the output rate is known, it is a simple matter of pulling the head through the pipe at specific rate that would allow for the exact deposition of the FBE onto the substrate. In our case, this was 8–20 mils (203.2–508.0 microns).
d. The pull rate can be carried out mechanically; however, technicians often pull the wand out at an appropriate rate based on their extensive training, while the powder adheres uniformly through an electrostatic charge.
3. Curing: Once the pipe is completed, it is brought to an oven and, depending on the type of resin, cured at a heat between 350 and 450 °F (232.2 °C). In our case, we had a preheating at 320 °F for 20 minutes, followed by post curing at 425 °F (218.3 °C) for 30 minutes.
When we first became involved in the project, I was deeply concerned about managing and implementing quality assurance safeguards. Most notably, I was concerned about how to test for a holiday in the center of a 20-foot-long pipe and, if possible, repair it.
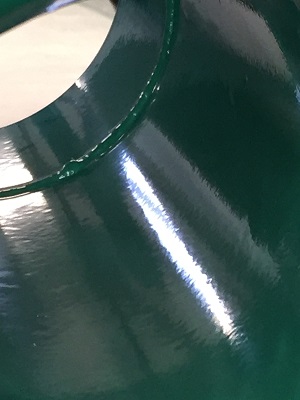
One of the very interesting characteristics of FBE is its natural desire to flow. We often think of solids as, well, solid, aka rigid and firm. However, once fluidized, FBE acts more like water, and because of the electrostatic charge, it tends to flow into crevices in a manner that liquids do not. For example, we were initially concerned about the coverage around and within welds. To our surprise, though, the FBE tended to flow into any imperfections and covered welds nicely.
Further, as the material turns from solid to liquid (during heating), it also tends to flow, creating a monolithic, solid film that is largely devoid of holidays. This is similar to what we might find in single coat of thick-build, liquid-applied epoxies.
Even though corrosion and material specialists might not run across powder coating applications regularly, I think it’s incumbent upon us to be familiar with all of the various materials and systems designed to keep corrosion inside its pizza box. You never know how your understanding of powder coatings may help you think outside the pizza box of your next liquid-applied job.
About the Author:
 Warren Brand heads Chicago Corrosion Group, a leading vendor-neutral consultancy. Brand’s career has covered more than four decades. He has owned an industrial tank lining and coating firm and has written dozens of blogs and technical articles in a variety of publications. He has managed thousands of coating installation projects and developed specs for thousands of paint and coating applications. Brand, who is a certified NACE Level 3 and SSPC: The Society for Protective Coatings protective coating specialist (PCS), has earned an MBA and is a martial arts aficionado. For more information, contact: Warren Brand, warren@chicagocorrosiongroup.com.
Warren Brand heads Chicago Corrosion Group, a leading vendor-neutral consultancy. Brand’s career has covered more than four decades. He has owned an industrial tank lining and coating firm and has written dozens of blogs and technical articles in a variety of publications. He has managed thousands of coating installation projects and developed specs for thousands of paint and coating applications. Brand, who is a certified NACE Level 3 and SSPC: The Society for Protective Coatings protective coating specialist (PCS), has earned an MBA and is a martial arts aficionado. For more information, contact: Warren Brand, warren@chicagocorrosiongroup.com.